Statistische Prozesslenkung (SPC)
Die Statistische Prozesslenkung (Statistical Process Control, SPC) ist eine methodische Vorgehensweise des Qualitätsmanagements zur objektiven Überwachung, Analyse und Beurteilung von Prozessen auf Basis statistischer Kennzahlen. Ziel ist die transparente Unterscheidung zwischen zufälligen Prozessschwankungen und systematischen Abweichungen, um die Prozessstabilität über die Zeit bewertbar zu machen. SPC ist kein Prüfverfahren, sondern ein analytisches Steuerungs- und Überwachungsinstrument innerhalb prozessorientierter Qualitätsmanagementsysteme.
Systemische Einordnung im Qualitätsmanagement
SPC ist funktional im Spannungsfeld von Qualitätsmanagement, Qualitätssicherung und prozessorientierter Steuerung angesiedelt. Die Methode dient der datenbasierten Bewertung von Prozessverhalten und ergänzt strukturierende Elemente wie Prozessdefinitionen, Regelkreise und Qualitätsziele.
Innerhalb eines Qualitätsmanagementsystems nach ISO 9001 unterstützt SPC die Forderung nach Überwachung, Messung, Analyse und Bewertung von Prozessen, ohne selbst normative Anforderungen zu definieren.
Grundprinzip der statistischen Prozesslenkung
Kern der SPC ist die statistische Beschreibung von Prozessmerkmalen über die Zeit. Durch fortlaufende Datenerfassung und -auswertung wird ein Prozessverlauf sichtbar gemacht. Die Bewertung erfolgt anhand statistischer Kenngrößen wie Lage- und Streuungsparametern sowie definierter Eingriffs- und Warnschwellen.
Die statistische Prozesslenkung basiert auf der Annahme, dass jeder Prozess inhärente Schwankungen aufweist. SPC differenziert zwischen:
- zufälligen, systemimmanenten Schwankungen
- besonderen, identifizierbaren Ursachen mit strukturellem Einfluss
Abgrenzung zu Prüfung und Qualitätskontrolle
SPC ist nicht mit klassischer Endprüfung oder Wareneingangskontrolle gleichzusetzen. Während Prüfungen Ergebnisse bewerten, analysiert SPC Prozessverhalten. Die Methode zielt nicht auf die Selektion fehlerhafter Einheiten, sondern auf die statistische Bewertung der Prozessstabilität und -beherrschung.
Damit unterscheidet sich SPC klar von reaktiven Qualitätssicherungsmaßnahmen und ist als präventives Analyseinstrument zu verstehen.
SPC und Prozessfähigkeit
Ein stabiler, statistisch beherrschter Prozess ist Voraussetzung für die Bewertung der Prozessfähigkeit. SPC liefert die zeitliche Stabilitätsanalyse, während Prozessfähigkeitskennzahlen die Lage und Streuung des Prozesses in Relation zu Spezifikationsgrenzen beschreiben.
Beide Konzepte sind systemisch miteinander verknüpft, jedoch fachlich klar zu trennen.
Rolle von SPC in industriellen Produktionssystemen
In der Fertigungsindustrie wird SPC insbesondere bei wiederholbaren, messbaren Prozessen eingesetzt. Typische Anwendungsfelder sind serielle Produktionsprozesse mit hohen Qualitätsanforderungen und engen Toleranzfeldern.
SPC wirkt auf mehreren Ebenen:
- Organisation: Etablierung datenbasierter Prozessbewertung
- Führung: Objektivierung von Prozessentscheidungen
- Prozesse: Transparenz über Stabilität und Variation
- Kultur: Förderung eines analytischen Qualitätsverständnisses
Abgrenzung zu Normen, Methoden und Software
SPC ist eine statistische Methode. Sie ist weder Norm noch Softwarelösung. Normen wie ISO 9001 definieren Rahmenanforderungen, während Softwarelösungen SPC-Funktionen lediglich technisch unterstützen. Die methodische Logik der SPC ist unabhängig von eingesetzten IT-Systemen.
Normative Einordnung
Die ISO 9001 bildet den übergeordneten systemischen Rahmen für den Einsatz von SPC. In Branchen mit spezifischen Anforderungen, etwa der Automobilindustrie, ist SPC fachlich eng mit der IATF 16949 verbunden, ohne selbst normativen Charakter zu besitzen.
FAQ – Häufig gestellte Fragen zur Statistischen Prozesslenkung
Was ist das zentrale Ziel der SPC?
Ziel der SPC ist die statistische Bewertung der Prozessstabilität über die Zeit, um zufällige Schwankungen von systematischen Abweichungen unterscheiden zu können.
Ist SPC eine Prüfmethode?
Nein. SPC ist eine analytische Methode zur Prozessüberwachung und -bewertung und ersetzt keine Prüf- oder Kontrollprozesse.
Welche Rolle spielt SPC im Qualitätsmanagementsystem?
SPC unterstützt die datenbasierte Überwachung und Analyse von Prozessen und ergänzt die Anforderungen an Messung und Bewertung gemäß ISO 9001.
Wie unterscheidet sich SPC von Prozessfähigkeit?
SPC bewertet die zeitliche Stabilität eines Prozesses, während Prozessfähigkeit die statistische Eignung eines stabilen Prozesses in Bezug auf Spezifikationsgrenzen beschreibt.
Ist SPC ohne Software möglich?
Die Methode ist grundsätzlich unabhängig von Software. IT-Systeme dienen ausschließlich der Datenerfassung, -auswertung und Visualisierung.
Weiterführende interne Inhalte
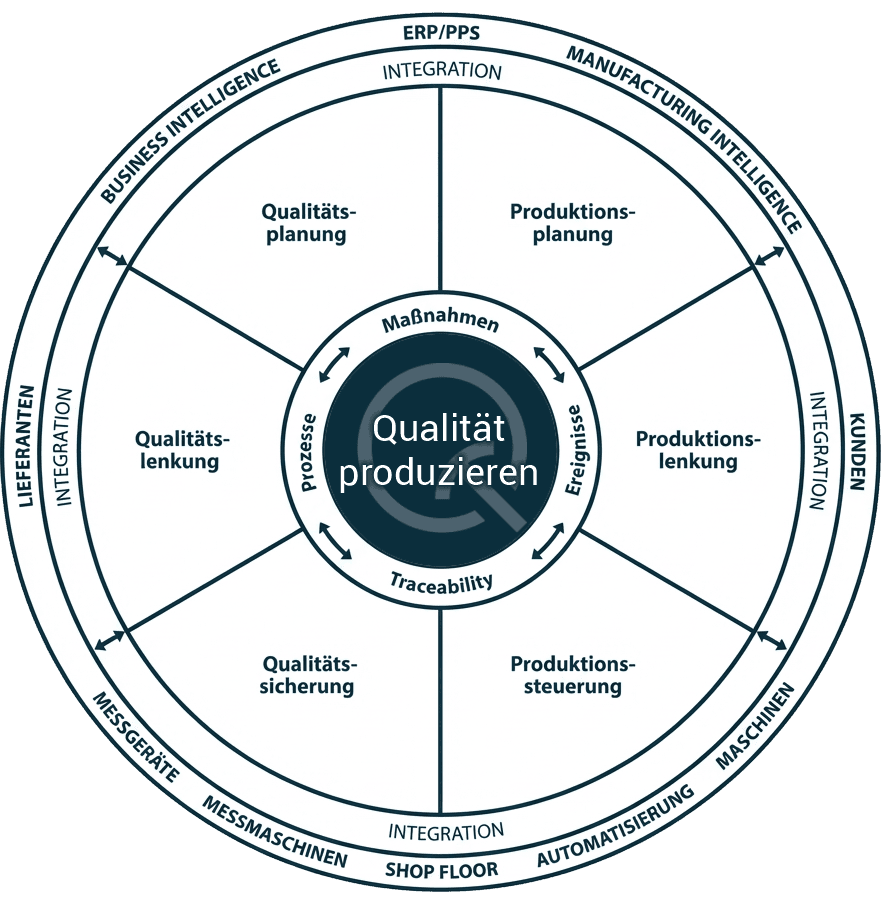
CAQ, das Qualität produziert
Von Prüfplanung bis Werkerführung – modular, integrierbar, SAP‑anschlussfähig
- deutlich weniger Prüfaufwand durch CTQ und adaptive Prüfstrategien
- Null‑Fehler‑Route: Inline‑Prüfung mit Maschinenanbindung
- Durchgängige SAP‑Integration und Shopfloor‑Vernetzung
Seit 45+ Jahren in der Fertigung